For more than 50 years the Benseler Group has been a competent partner for technically sophisticated solutions in the areas of coating, surface finishing, deburring and design of series components – with the company recently commissioning a new plant in Lüdenscheid, Germany.
In addition to its award winning architecture, Benseler points out that the new plant is an aesthetically appealing structure, which embodies a multitude of modern technical details that are especially attractive. Particular attention was paid to energy efficiency, which is reflected in heat exchangers installed on the ovens and an in-house thermal circuit for the pre-treatment process and the building. In addition, a chiller operated with waste heat ensures that room temperatures are at all times pleasant.
It therefore comes as no surprise to see that new approaches have also been adopted in surface technology with the creation of a fully automated concept.
Benseler has introduced job coating of fastening elements for customer orders at the Lüdenscheid location. As a consequence, screws, nuts, and washers, all receive a high-quality zinc flake coating through the GEOMET® process – 2,500 to 5,000 different parts and designs are involved.
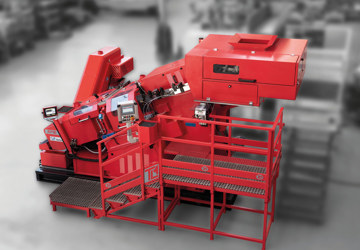
The majority of customers are in the automotive supplier industry, and these insist on workpieces retaining absolutely identical characteristics after processing. This stipulation also influences surface coating. Pre-treatment of workpieces is realised in three drum type blasting machines installed on the line by AGTOS GmbH. These are filled automatically and emptied onto a conveyor belt that transports the parts to the coating process.
Johan Adriaan de Hek, plant manager at Lüdenscheid, comments: “We opted in favour of AGTOS as a supplier for blasting technology, as we were impressed by the drum type blasting system concept. It’s similar to the concept of the downstream coating process.”
Drum type blasting systems have the major advantage of eliminating any tilting or jamming of parts. Damage to parts is prevented as a result, which is an absolute necessity during mass production in the automotive industry. A further advantage of these machines is their low maintenance requirement, this being a benefit of the avoidance of jamming. The geometry of the drums also means they can be emptied completely, thus preventing mixing of different workpieces.
Over the years, Benseler has gained extensive experience of different blasting technology concepts. One example was the use of a large snail drum blasting system, but the extensive drop height involved here during charging led to damaging of the workpieces. Other machines of the same type exhibited disadvantages during emptying, and rubber belt blasting systems also proved inadequate.
The concept presently employed, which involves a combination of three smaller AGTOS drum type blasting machines, ensures that the company has adequate reserves to increase capacities even further in the future. Blasting of around 150 tonnes per day is currently realised with a cycle time of approximately 6 minutes per blasting machine. The loading capacity of the machines is approximately 250kg, depending on the geometry of the workpieces. The parts are introduced gently to the drums and discharged with equal care following blasting by tilting the drums.
A centralised control system was installed at Benseler that monitors the complete coating line. A plug-in control panel enables direct on-site operation of individual machines. Electric linking not only involves the master computer, which manages and visualises machine data, the blasting machines are also linked to the production line by WMV Apparatebau GmbH. This means that charging/discharging and the blasting machines work hand in hand and some functions can be operated parallel to each other, thus preventing time wastage. Resulting in all players involved on the production being are optimally integrated.

Key advantages of AGTOS drum type blasting machines
Drum type blasting machines are filled in batches using automated charging equipment. The drum is in the loading position for this purpose, pivoting into the blasting position after the charging process. An AGTOS high performance turbine hurls abrasive into the rotating drum. Effective mixing means that all workpieces are exposed to the same degree of blasting. Following blasting, they are gently tipped out of the drum back into the original container or conveyed on further on a belt.
What is special about this system is the attention to detail. First and foremost, it is necessary to work out what the customer requires from the blasting process. Machine requirements are derived from this, namely the geometry of the drum base and the perforation of the drum – which allows the abrasive to flow off and the degree of mixing of the parts. This part of the project involves a mutual exchange of experience between the customer and manufacturer.
The combination of several machines makes the development of a continuous production system possible. In addition to an increase in capacity achieved through additional machines, this concept reduces non-productive periods and compensates for downtimes (e.g. due to maintenance).
Proven processes are essential for reliable production. For instance, AGTOS’ high performance turbines employ a practical single disc system – a further maintenance-friendly and powerful argument in favour of this plant. The optimised design saves abrasive, the real tool of blasting technology. In addition to these proven turbines, the reliable and service friendly filter technology employed also deserves particular mention. Cleaning of filter cartridges governed by differential pressure also contributes to efficient operation.
A further aspect of the design process relating to these drum type blasting machines was energy efficiency. All drives are designed to conform to the current Ecodesign Directive. As a consequence, the blasting machine consumes a comparatively low volume of energy when compared to conventional systems, and this keeps operating costs down.
Also, the abrasive is maintained in continuous circulation. This involves collection following the blasting process and its conveyance to the upper part of the machine using a bucket elevator. The abrasive is cleaned here and undersized particles are eliminated before it is fed back again to the high performance turbines.
The extent of the blasting plant needed is developed on the basis of customer requirements and experience. Numerous variables, such as turbine performance, the charging and discharging system, abrasive type, or other influencing factors, ensure that the customer receives an extremely individual system.







Will joined Fastener + Fixing Magazine in 2007 and over the last 15 years has experienced every facet of the fastener sector - interviewing key figures within the industry and visiting leading companies and exhibitions around the globe.
Will manages the content strategy across all platforms and is the guardian for the high editorial standards that the Magazine is renowned.

Don't have an account? Sign Up
Signing up to Fastener + Fixing Magazine enables you to manage your account details.